This article is a deep dive into Rotation Tool Center Point (RTCP) the technology that separates “basic 5-axis positioning” from “true 5-axis simultaneous mastery.”
We will explore the logic behind it, the specific syntax for Fanuc, Heidenhain, and Sinumerik, and provide a side-by-side NC program for a tilted 45° chamfer on a circular boss.
The 5-Axis Masterclass: Mastering RTCP
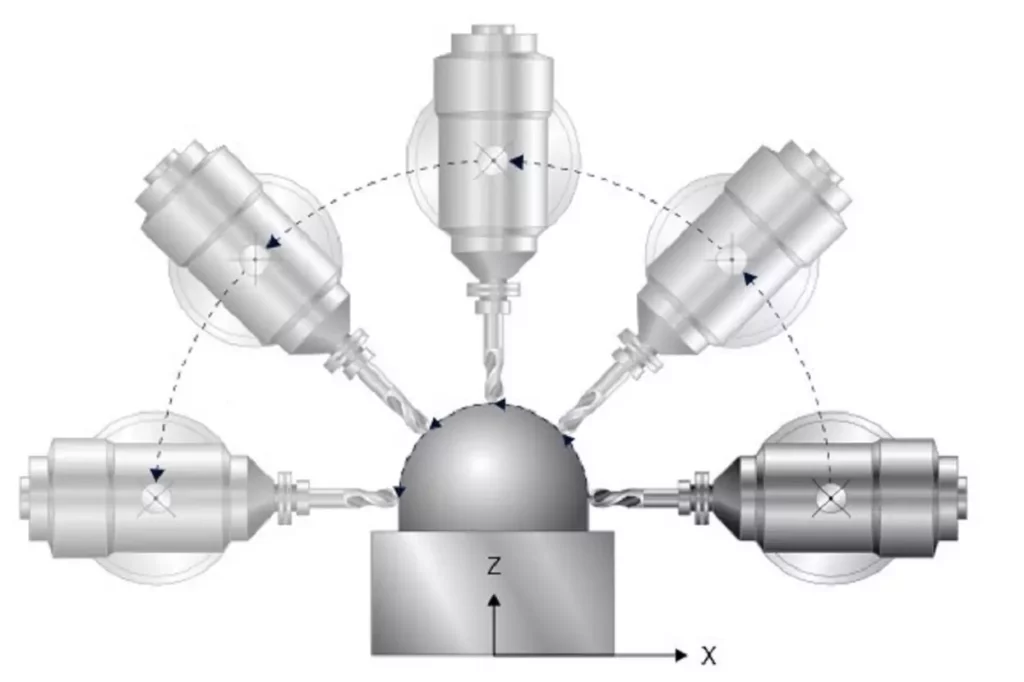
In traditional 3-axis machining, the machine is a simple Cartesian grid. In 5-axis, the machine becomes a kinematic chain. The moment you tilt a rotary axis, the tool tip swings through space. Without RTCP, your CAM system must calculate the X, Y, Z compensation for every micro-degree of rotation based on a fixed tool length.
RTCP changes the game: It shifts the mathematical burden from the programmer to the CNC controller. You program the Tool Tip, and the machine handles the Pivot.
1. The Mathematical Foundation
When RTCP is active, the controller uses a transformation matrix to map the “Programmed Coordinate” to the “Machine Coordinate.” If the machine tilts by an angle “\theta” , the required machine position Xm is calculated as:
Where L(pivot) is the distance from the center of rotation to the spindle gauge line. Because the controller knows your tool length (H-offset), it adds that to L(pivot) in real-time.
2. Controller Breakdown: Fanuc, Heidenhain, and Sinumerik
A. Fanuc: G43.4 (TCP Control)
On Fanuc 30i/31i/32i, RTCP is invoked via G43.4. It is strictly a “Tool Length Compensation” upgrade.
- Logic: Fanuc treats the rotary axes as independent variables. You must usually define the rotary positions (A, B, or C) in the same block as the X, Y, Z moves.
- Key Command:
G43.4 H01(activates TCP for tool 1).
B. Heidenhain: FUNCTION TCPM
Heidenhain is the “Apple” of CNC: sophisticated, integrated, and very user-friendly.
- Logic: They moved beyond the simple
M128to FUNCTION TCPM (Tool Center Point Management). - Special Feature: You can choose PATHCTRL VECTOR, which allows the machine to move based on the tool’s spatial vector (I, J, K) rather than specific axis angles. This prevents “axis flipping” near singularities.
C. Sinumerik (Siemens): TRAORI
Siemens uses a “Transformation” approach. When TRAORI is active, the machine enters a state where all coordinates are relative to the workpiece, not the machine’s joints.
- Logic: It is highly frame-based. You can rotate the coordinate system using
CYCLE800for 3+2 work, then switch toTRAORIfor the simultaneous finish. - Key Command:
TRAORI(1).
3. Sample Geometry: The 45° Tilted Boss
For this example, we are machining a 50mm diameter circular boss with a 45° chamfer using a 10mm Ball Nose End Mill.
Comparison of NC Code
| Step | Fanuc (G43.4) | Heidenhain (TCPM) | Sinumerik (TRAORI) |
| 1. Tool Call | T1 M6 | TOOL CALL 1 Z S5000 | T="BALL_10" M6 |
| 2. Approach | G00 G90 G54 X70. Y0. | L X+70 Y+0 R0 FMAX | G0 X70 Y0 Z100 |
| 3. Activate RTCP | G43.4 H1 Z10. A45. B0. | FUNCTION TCPM PATHCTRL AXIS REFPNT TIP | TRAORI |
L A+45 B+0 FMAX M128 | G1 G90 Z10 A45 B0 F3000 | ||
| 4. The Cut | G01 G02 X70. Y0. I-70. J0. F1000 | CC X+0 Y+0 | G2 X70 Y0 I-70 J0 |
C X+70 Y+0 DR+ F1000 | |||
| 5. Deactivate | G49 G00 Z100. | FUNCTION RESET TCPM | TRAFOOF |
G00 A0. B0. | L A+0 B+0 FMAX M129 | G0 Z100 A0 B0 |
4. Why Accuracy Fails: The “Pivot Point” Variable
The most common reason for 5-axis errors isn’t the code it’s Kinematic Drift.
If the machine’s internal parameter for the $B$-axis pivot point is off by $0.02mm$, the tool tip will “wobble” during rotation.
Pro Tip: Always run a calibration cycle (like KinematicsOpt on Heidenhain or Cycle996 on Siemens) at the start of every shift if you are holding tolerances tighter than 0.03mm.
5. Critical Implementation Rules
- Safety Retracts: Never activate or deactivate RTCP while the tool is close to the part. The “jump” as the machine compensates for the tool length can cause a crash.
- Look-Ahead: 5-axis simultaneous motion generates thousands of blocks of code. Ensure your controller has High-Speed Look-Ahead (e.g., Fanuc G05.1 Q1 or Siemens CYCLE832) active to prevent stuttering.
- Feedrate Modes: Use Inverse Time Feed (G93) if your controller struggles to maintain a constant speed at the tool tip during large angular swings.
RTCP is the ultimate bridge between your digital CAM model and the physical machine. By mastering the specific “dialect” of your controller, you can unlock geometries that were previously considered impossible.



