
Understanding axis naming conventions in CNC (Computer Numerical Control) machines is critical for efficient programming, operation, and troubleshooting. Whether you’re working with a simple 2-axis lathe or a complex 12-axis mill-turn center, adhering to standardized axis nomenclature ensures precision and clarity. This post explains the rules governing axis naming, rooted in international standards, and provides examples from 2-axis to 12-axis machines.
The Standards Behind Names of axes in CNC machine
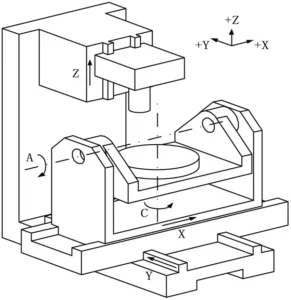
The foundation of axis naming in CNC machines is governed by ISO 841, which establishes a consistent coordinate system for numerical control equipment. Key principles include:
- Right-Hand Rule:
- The Z-axis aligns with the spindle axis. For milling machines, this is typically vertical (up/down); for lathes, it’s horizontal (parallel to the workpiece axis).
- The X-axis represents the longest travel direction perpendicular to Z. In lathes, this is radial; in mills, it’s horizontal (left/right).
- The Y-axis completes the right-hand coordinate system, perpendicular to both X and Z (usually front/back on mills).

- Rotational Axes:
- A, B, and C denote rotations around X, Y, and Z axes, respectively.
- Positive rotation follows the right-hand rule: thumb points along the axis, fingers curl in the positive direction.
- Secondary Linear Axes:
- U, V, and W are secondary axes parallel to X, Y, and Z. These often appear in machines with dual slides or secondary spindles.

- Direction of Positive Motion:
- Positive movement increases the coordinate value. For mills, this means the tool moves away from the workpiece along Z. For lathes, positive Z moves the tool toward the chuck.
Names of axes in CNC machine : From Simple to Complex
2-Axis Machines: The Basics
- Example: CNC Lathe
- X-axis: Radial movement (perpendicular to the spindle axis).
- Z-axis: Axial movement (parallel to the spindle axis).
- These axes enable turning operations, cutting diameters, and facing.
3-Axis Machines: The Milling Workhorse
- Example: CNC Milling Machine
- X-axis: Left/right movement of the table.
- Y-axis: Front/back movement of the table.
- Z-axis: Up/down motion of the spindle.
- Common for machining prismatic parts with flat surfaces.
4-Axis Machines: Adding Rotation
- Example 01: 4-Axis Mill
- Standard 3-Axis Movements X, Y and Z
- The 4th Axis: Rotational Movement
- A-axis: Rotation around the X-axis.
- B-axis: Rotation around the Y-axis.
- C-axis: rotation around the Z-axis may be used, but this is more typical in lathes or specialized mills.
- Example 02 : 4-axis lathe
- Standard 3 Axes on a live-tooling CNC lathes.:
- X-axis: Radial movement controls the tool’s distance from the centerline of the workpiece (diameter control).
- Z-axis: Axial movement parallel to the spindle axis; controls the lengthwise position of the tool along the workpiece.
- C-axis: Rotational movement of the main spindle (workpiece). This allows precise angular positioning and enables operations like milling, drilling off-center, or cutting flats.
- The 4th Axis: In a 4-axis CNC lathe, the fourth axis is typically a Y-axis a vertical movement perpendicular to the X-axis, allowing the tool to move off the centerline of the workpiece.
- Standard 3 Axes on a live-tooling CNC lathes.:
5-Axis Machines: Full Contouring Capability
- Example: 5-Axis Machining Center
- Combines A-axis (rotation around X) and C-axis (rotation around Z) or B-axis (rotation around Y) .
- Allows tool tilting and complex geometry machining, such as turbine blades or aerospace components.
6-Axis Machines: Dual Functionality

- Example: Mill-Turn Center
- X, Y, Z linear axes.
- A, B, and C rotational axes for full 5-axis milling.
- The sixth axis might involve a secondary spindle (e.g., W-axis for back working).
7–12-Axis Machines: Multitasking Mastery
These machines integrate multiple subsystems for simultaneous operations:
- 8-Axis Machine: A mill-turn center with dual spindles and Y-axis on both turrets.
- Primary Spindle: X, Z, C (rotation).
- Secondary Spindle: U, W, C.
- Y-axis on both turrets for off-center drilling.
- 12-Axis Machine: High-end Swiss-type lathe or hybrid machine.
- Main Slide: X1, Z1.
- Sub-Spindle: X2, Z2.
- Rotary Axes: C1, C2 (for workpiece rotation).
- Secondary Linear Axes: U, V, W (for backworking tools).
- Additional axes for gang-tooling slides or robotic automation.
Key Tips for Interpreting Names of axes in CNC machine
- Identify the Spindle First: The Z-axis always aligns with the spindle.
- Apply the Right-Hand Rule: Determine X and Y directions systematically.
- Check for Secondary Axes: U, V, W often denote duplicate or secondary motions.
- Rotational Axes Aren’t Always Labeled A–C: Some machines use custom labels (e.g., “R” for radial drilling).
- Consult Manuals: Manufacturers may deviate slightly from standards for specialized configurations.
Common Mistakes to Avoid in Names of axes in CNC machine
- Confusing lathe and mill axis orientations (e.g., Z is horizontal on lathes, vertical on mills).
- Mislabeling rotational axes (e.g., calling a B-axis an A-axis).
- Overlooking secondary axes in multitasking machines, leading to programming errors.
Why Axis Naming Matters
Standardized axis naming reduces ambiguity, streamlines CAM software integration, and ensures safety. It also simplifies collaboration across global teams, as ISO 841 is universally recognized. For example, a programmer in Germany and a machinist in Japan can work seamlessly on the same G-code if they follow the same naming conventions.
Conclusion
From 2-axis lathes to 12-axis Swiss machines, axis naming follows a logical framework rooted in ISO 841. By mastering linear (X/Y/Z), rotational (A/B/C), and secondary axes (U/V/W), you can decode even the most complex CNC systems. Remember: the spindle determines Z, rotations follow the right-hand rule, and higher-axis machines combine multiple subsystems. When in doubt, refer to your machine’s manual but now you’ll have the foundation to interpret any configuration.
By adhering to these standards, manufacturers can unlock the full potential of their CNC equipment, ensuring precision, efficiency, and innovation in every cut.



