In CNC (Computer Numerical Control) machining, precision and repeatability are essential for producing high-quality parts. One of the key operations that ensure these qualities is returning the machine to its reference positions. While the most commonly known reference position is the home position or machine zero, CNC machines also support additional reference positions such as G29, G30, and others. These allow for greater flexibility and control over tool paths and machine movements.
What Are Reference Positions?
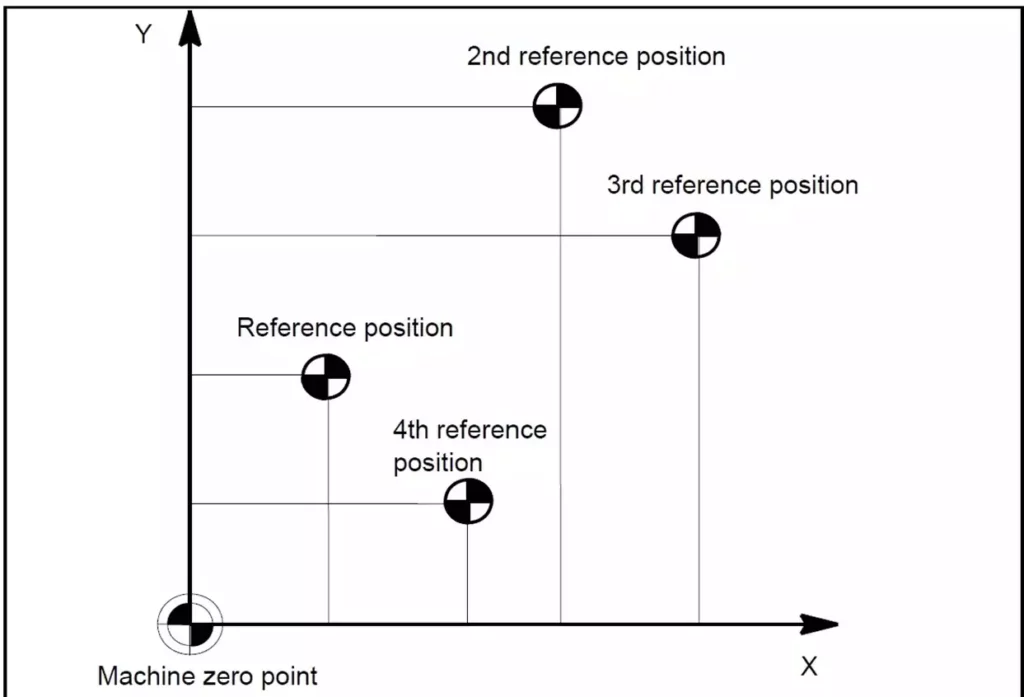
Reference positions are predefined locations on the CNC machine where all axes are set to specific coordinates. These positions serve as starting points for various operations and help maintain accuracy throughout the machining process. The most common reference positions include:
- Machine Zero (G28): The primary reference position, often referred to as the “home” position.
- Intermediate Reference Position (G29): A secondary position used after moving to an intermediate point with G28.
- Secondary Reference Position (G30): An alternative reference position that can be programmed for specific tasks.
- Additional Reference Positions (G53, etc.): Absolute coordinate system references for direct movement.
Why Use Multiple Reference Positions?
Using multiple reference positions provides several advantages:
- Flexibility: Different reference positions allow you to define specific locations for tool changes, probing, or other operations without interfering with the main machining cycle.
- Obstacle Avoidance: By defining intermediate or secondary positions, you can avoid collisions with fixtures, tools, or the workpiece during movement.
- Efficiency: Predefined reference positions streamline the machining process by reducing the need for manual adjustments or recalibration.
- Safety: Returning to a safe reference position ensures that the machine is ready for inspection, maintenance, or further operations.
Common Commands for Returning to Reference Positions
CNC machines use specific G-codes to return to reference positions. Here’s a breakdown of the most common ones:
- G28 – Return to Machine Zero via an Intermediate Point
- Function: Moves the axes to a predefined intermediate point before returning to the machine’s home position (machine zero).
- Use Case: Ideal for avoiding obstacles in the workspace.
- Syntax:
G28 X__ Y__ Z__- X, Y, Z specify the intermediate point coordinates.
- If no intermediate point is specified, the machine moves directly to machine zero.
- G29 – Move from an Intermediate Point to the Work Zero
- Function: After using G28 to move to an intermediate point, G29 completes the movement to the work zero position.
- Use Case: Useful when you need to move through a specific intermediate location before reaching the final destination.
- Syntax:
G29- Automatically moves from the intermediate point to the work zero position.
- G30 – Return to Secondary Reference Position
- Function: Moves the axes to a secondary reference position (previously defined by the operator).
- Use Case: Allows for multiple predefined reference points for different operations, such as tool changes or probing.
- Syntax:
G30 X__ Y__ Z__- X, Y, Z specify the secondary reference position coordinates.
- G53 – Move to Absolute Machine Coordinates
- Function: Moves the axes directly to the absolute machine coordinate system origin, bypassing any offsets or intermediate points.
- Use Case: Used for emergency situations or when precise, offset-free movement is required.
- Syntax:
G53 G0 X__ Y__ Z__- Directly moves to the specified absolute coordinates.
How Do These Commands Work Together?
- G28 + G29: This combination is often used for complex movements. For example:
- Use G28 to move to an intermediate point.
- Use G29 to complete the movement to the desired reference position.
- G30: Provides an alternative reference position for specific tasks, such as tool changes or probing. This avoids interference with the main machining cycle.
- G53: Offers a direct path to the machine’s absolute coordinate system, ensuring precise positioning regardless of offsets or program settings.
Best Practices for Using Reference Positions
- Define Clear Reference Points: Ensure that all reference positions (G28, G30, etc.) are clearly defined and documented in your CNC program.
- Avoid Obstructions: Plan your intermediate points carefully to avoid collisions with fixtures, tools, or the workpiece.
- Regular Calibration: Regularly return to reference positions to recalibrate the machine and maintain accuracy over time.
- Operator Awareness: Operators should always be aware of the machine’s current position and ensure that no obstructions will interfere with movements to reference positions.
- Program Integration: Integrate return-to-reference commands into your CNC programs at appropriate intervals, especially after tool changes or long machining cycles.
Conclusion
Returning to reference positions is a critical aspect of CNC machining that ensures precision, safety, and repeatability. While the primary reference position (G28) is the most commonly used, additional reference positions like G29, G30, and G53 offer greater flexibility and control over machine movements. By understanding and effectively utilizing these commands, operators can enhance the efficiency and reliability of their machining processes. Whether through manual commands or automated program integration, making the return-to-reference position a standard part of your workflow will contribute to higher-quality outputs and reduced downtime.



