In the world of modern manufacturing, the Computer Numerical Control (CNC) lathe stands as a monument to precision, efficiency, and automation. While the spinning chuck and the sharp cutting tool often steal the spotlight, there’s a silent, unsung hero working tirelessly within the machine the CNC lathe turret.
This unassuming component is the linchpin of productivity, the key to complex parts, and the very feature that separates a basic lathe from a manufacturing powerhouse. In this deep dive, we’ll explore what a CNC lathe turret is, how it works, the different types available, and why it’s absolutely critical to the work you do.
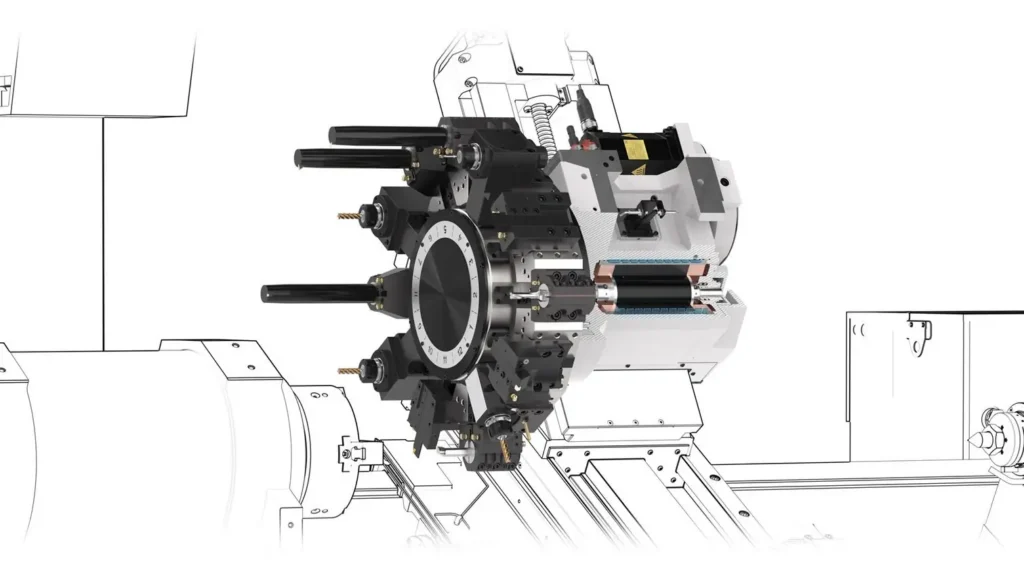
What Exactly is a CNC Lathe Turret?
At its core, a turret is a tool-holding device. Imagine a sophisticated, robotic version of a Swiss Army knife. Instead of manually swapping out blades and tools, the CNC lathe’s turret holds multiple cutting tools simultaneously and rotates to bring the correct one into the cutting position with robotic speed and accuracy.
Mounted securely on the machine’s tool slide, the turret’s primary function is to:
- Store multiple tools (drills, boring bars, threading tools, grooving tools, etc.).
- Index accurately by rotating to present a specific tool to the work piece.
- Lock rigidly into position to withstand the immense forces of cutting.
This capability allows a CNC lathe to perform a wide range of operations facing, turning, drilling, boring, threading, and grooving in a single, automated setup. This is the fundamental principle behind “turning centers” and is what makes high-volume, complex part production not just possible, but economical.
The Anatomy of a Turret: How It Works
The magic of the turret lies in its precise and robust engineering. While designs vary, the general operation follows a reliable sequence:
- Command from the CNC: The machine’s computer (the CNC controller) reads a line of code (e.g.,
T0101) that commands a tool change. - Activation of the Drive Mechanism: An electric servo motor or a hydraulic motor engages, providing the power to rotate the turret.
- The Curvic Coupling: This is the heart of the turret’s precision. A Curvic coupling consists of two opposing discs with precisely ground, radial teeth. As the turret rotates, it lifts slightly to disengage these teeth. Once it reaches the approximate position, it lowers, and the teeth re-engage with incredible accuracy, ensuring perfect repeatability often within microns.
- Locking and Clamping: Once the teeth are engaged, a powerful clamping mechanism, often hydraulic or pneumatic, locks the turret firmly in place. This rigidity is non-negotiable; any flex or movement during a heavy cut would lead to poor surface finish, tool breakage, and scrapped parts.
- Proceed with Machining: With the turret locked and the tool positioned, the machine proceeds with the programmed cutting path.
This entire process can take just a second or two, a blink-and-you’ll-miss-it operation that belies its critical importance to the machine’s overall cycle time.
The Two Main Flavors: Turret Configurations
Not all turrets are created equal. Their configuration is one of the primary differentiators between types of CNC lathes and the work they are best suited for.
1. The Staggered Turret (or Flat Turret)
This is a common sight on many 2-axis CNC lathes. The tools are mounted in a circular pattern but are staggered in their radial placement. This means tools on one “station” might be shorter or longer than their neighbors.

- How it Works: The turret rotates to bring a tool to the 12 o’clock position, which is the active cutting station.
- Advantages:
- Simplicity and Cost: Generally less complex and more affordable than live-tooling turrets.
- Rigidity: The direct mounting of static (non-rotating) tools provides excellent rigidity for heavy turning operations.
- Disadvantages:
- Limited to Turning: Can only perform operations where the tool is static and the work piece rotates (turning, facing, grooving). For drilling or milling, you would need a rotating work piece and a static tool, which is not possible here without additional attachments.
- Potential for Interference: The staggered tool lengths require careful programming and setup to avoid a long tool colliding with the chuck or the part when a shorter, neighboring tool is in use.
2. The Live Tooling Turret
This is where the magic happens. A live tooling turret, found on CNC Turning Centers and Mill-Turn machines, incorporates powered stations. These stations have their own independent motors, allowing the tools to rotate while the main spindle is either rotating or held stationary.

- How it Works: The turret can hold a mix of static tools (for turning) and live tools (for milling and drilling). When a live tool is called up, its internal motor spins it, enabling off-center machining operations.
- Advantages:
- Complete Machining in One Setup: This is the single biggest advantage. You can turn a diameter, drill a hole on the face, and then mill a flat or a hex on the side of the part all without ever removing the work piece. This drastically reduces cycle times, eliminates handling errors, and improves overall accuracy.
- Incredible Versatility: Opens the door to producing highly complex parts that would otherwise require secondary operations on a milling machine.
- Disadvantages:
- Cost: Significantly more expensive than a standard staggered turret due to the added complexity of the motors, drives, and wiring for each live station.
- Reduced Rigidity for Turning: The mechanical components required for live tooling can sometimes mean that the turret is slightly less rigid than a dedicated static turret for very heavy turning cuts.
- Lower Power: Live tools are typically lower horsepower than a dedicated milling machine spindle, limiting the size of cuts they can take in milling operations.
Turret Drive Systems: The Muscle Behind the Movement
The mechanism that drives the turret’s rotation is another key differentiator.
- Servo Motor-Driven (aka “SerVo Turret”): This is the modern standard for most new machines. A dedicated servo motor provides fast, precise, and reliable indexing. It’s electrically controlled, requires less maintenance than hydraulic systems, and is generally cleaner and more energy-efficient.
- Hydraulic (“Hydraulic Turret”): A traditional and powerful system that uses pressurized hydraulic fluid to rotate and clamp the turret. Known for their brute strength and durability, they are well-suited to heavy-duty machining environments. However, they can be less precise, generate more heat, and require more maintenance. You have to deal with hydraulic oil, seals, and potential leaks.
- Pneumatic: Less common for larger machines, pneumatic systems use compressed air. They are typically found on smaller, less rigid machines and are not suitable for high-precision or heavy-cutting applications.
B-Axis Turrets: The Pinnacle of Flexibility
For the ultimate in machining flexibility, we have the B-Axis Turret. This is not just a turret that rotates to index tools; the entire turret head can rotate around its own vertical axis (the B-axis). This means that a milling tool, for example, can be presented to the work piece at any angle.
This is a game-changer for complex contour milling, angled hole drilling, and other multi-axis operations. When combined with a sub-spindle and Y-axis capabilities, a B-axis turret turns a lathe into a true 5-axis mill-turn center, capable of producing incredibly complex parts like those found in the aerospace and medical industries from bar stock in a single, uninterrupted cycle.
Why Your Turret Choice Matters: The Impact on Production
Choosing a lathe with the right turret configuration is a strategic business decision.
- For High-Volume, Simple Parts: A standard 2-axis lathe with a 12-station staggered turret might be the perfect, most cost-effective solution. It will churn out simple shafts, spacers, and bushings with maximum rigidity and speed.
- For Complex, “Done-in-One” Parts: If your parts require any features not concentric with the main spindle (cross-holes, flats, key ways), a live-tooling turret is not an option it’s a necessity. The higher initial investment is quickly offset by the elimination of secondary operations, reduced part handling, and improved quality control.
- For Prototyping and Job Shops: A machine with a live tooling turret offers the greatest flexibility to take on a wide variety of work without being limited to turning-only operations.
Maintaining Your Turret: A Ounce of Prevention
The turret is a high-precision assembly, and its health is paramount to the health of your entire machine. Regular maintenance is crucial:
- Keep it Clean: Use an air gun to blow away chips and debris after every cycle. Chips caught in the Curvic coupling will destroy its precision.
- Lubricate it: Follow the manufacturer’s guidelines for lubricating the turret’s bearings and mechanism.
- Check for Repeatability: Periodically check the turret’s indexing repeatability using a dial indicator. Any deviation outside the machine’s specification is a red flag.
- Listen and Look: Unusual noises during indexing, or visible marks on the coupling teeth during a preventative maintenance inspection, are signs of trouble that should be addressed immediately.
Conclusion: More Than Just a Tool Holder
The CNC lathe turret is far from a passive tool rack. It is a dynamic, intelligent, and precisely engineered system that is the very engine of automated turning. From the simple, robust staggered turret to the multi-talented live-tooling turret and the ultra-flexible B-axis, the evolution of the turret has directly enabled the production of the complex, high-precision components that define our modern world.
Understanding its function, types, and capabilities is essential for any machinist, programmer, or manufacturing engineer. It’s the difference between just making chips and mastering the art of modern manufacturing. So, the next time you hear the familiar “clunk-whirr” of a turret indexing, remember the incredible symphony of engineering at work, delivering the right tool to the right place at the right time, over and over again.



